烧结机漏风与高温脂损耗分析及治理
2020-11-04
潘忠
(鞍钢股份皱鱼圈钢铁分公司设备保障部,营口 115007)
【摘 要】 分析了鞍钢皴鱼圈两台405m
2烧结机相关设备漏风的原因及漏风与烧结高温脂用量的关系。通过对烧结机台车、滑道、油路、电磁给油器等设备劣化的治理和对润滑控制程序的调整,漏风率显著下降,油耗 大幅度下降,经济效益显著。
【关键词】烧结机;油脂;漏风;电耗
1 引言
烧结是冶炼工艺中的重要工序,漏风率是衡量烧结机精度的重要指标。随着设备不断的老 化,烧结机漏风率由刚投产时的43.75%上升到最高时的60%以上,而且烧结机的高温脂损耗也逐年递增,同时高温脂挥发后产生的硫化气体给周围环境造成一定的污染。为了使烧结机漏风得到治理,2014年和2015年分别对两台烧结机进行了漏风专项冶理,2016年漏风率整体下降,烧结机高温脂的用量也大幅度降低。
2 漏风原因分析及治理措施
2.1台车密封装置
台车是烧结机重要的组成部分,其特点是重量大、数量多、部件杂、易损坏。其中台车下面的密封装置是控制漏风的关键部件。理想状态下,滑道与台车游板完全接触,滑道所受的压力为零。但在使用一定时间后,密封装置出现不同程序的 损坏,原因主要有以下几点:
(1)台车掉车轮后未及时更换,会导致台车一侧下沉(见图1),台车密封装置的游板与滑道迅速磨损。当台车车轮恢复后,密封装置的游板与滑道缝隙已经形成。
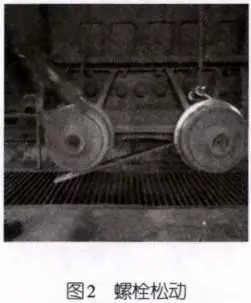
(2) 台车密封装置的游板磨损到一定程度,其 限位柱销脱落,造成游板整体脱落(见图2)。
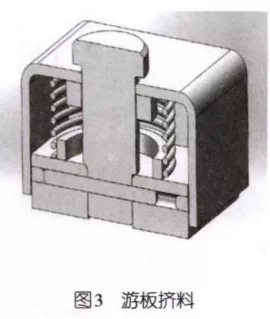
(3) 台车游板和游板槽之间进入杂物、油泥。游板槽里弹簧老化,无法自由伸缩,失去弹性。台 车游板挤死后会出现较大的漏风通道(见图3)。
以上几种情况形成动态漏风点,对于以上问题解决的最好办法是,利用年修期间对台车车轮进行全面检查,按《点检标准》对轴承、衬套、车轮等进行检查和更换。在资金允许的情况下,建议对密封装置全部更换,这样可以保证密封装置的使用寿命和伸缩在相同范围。被更换下的密封装置可以根据损坏情况进行修复留做备品。如果费用紧张,可对密封装置逐个排查,对密封装置的弹性、游板的磨损量、螺栓的连接都要细致的检查,达不到使用标准的进行更换。
2.2烧结机滑道
烧结机滑道处于台车密封装置的下方,固定在烧结机风箱上方,材质一般选用55钢,并进行调质热处理,保证其具有一定的耐曆性。每块滑道上都有油孔和油槽,润滑站的润滑泵定时、定点通过油管把烧结高温脂均匀注入到每块滑道油槽及表面。为了减少台车密封装置对滑道的有害摩擦,通常对烧结机滑道强制润滑,这样可以降低烧结机电流。但随着游板和滑道的磨损,尤其滑道使用12个月到18月以后,滑道的厚度由原来的 30 mm磨损到仅有15mm左右(见图4),密封装置大量失效,导致大部分的油脂会随着烟气被风抽走。
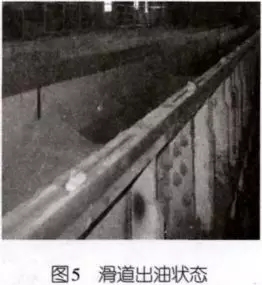
滑道的检查以及更换往往只在能在烧结机长时间停机时进行,需要把滑道上平面所有的台车吊走。滑道更换后必须与轨道保持一定间距,即游板的下平面与轨道的上平面车轮半径一致,这一过程需要不断的调整轨道标高。最后,通过系统给油,判定各油路和油槽供油状态(见图5)。
2.3润滑系统
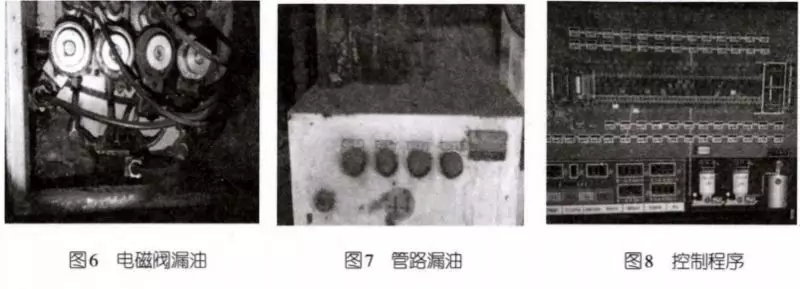
烧结机润滑系统故障也是烧结机漏油的重要原因,比如电磁阀芯磨损、阀体卡阻后漏油(见图6,7)O电气方面主要是线圈断、识别器或传感器失灵,都会导致电磁阀故障。管路方面主要是与滑道连接丝头处断开、高温区油路栓塞、连接丝头堵杂物导致油路供油不畅,加剧滑道和游板的磨损。所以,每次定修都要对管路、电磁阀的故障进行检查和处理。这是保证系统正常供油必不可少的检修项目。最后,通过控制程序画面(见图8)和报警系统判定自动控制系统是否存在故障。另外,根据各区域用油量的多少,合理调整各部位的给油量也是降低油脂消耗的有效措施之一。
3 结语
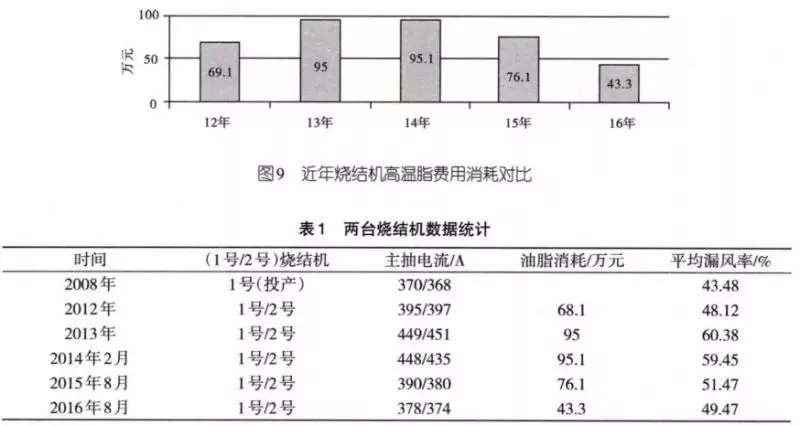
通过图9和表1数据统计分析,2013年和2014年的漏风率平均在60%左右,年消耗烧结高温脂平均在90万元,经过系统漏风治理后,2016年控制在43.3万元。所以,降低烧结机漏风率是各冶炼企业节能降耗的重要环节,也是减少环境污染的重要措施。
(来源:冶金信息装备网)
 0570-5158291
0570-5158291