回转窑液压挡轮轴承拆卸安装经验
2021-03-07
吴新甫
(福建金牛水泥有限公司)
一、问题介绍
某公司5000t/d生产线回转窑采用液压挡轮装置(以下简称挡轮部件)控制窑的上下运行,2014年在正常生产时液压挡轮装置轴承出现故障,为节约维修时间,在现场更换挡轮部件轴承。因维修人员不熟悉挡轮部件结构,在将新轴承组装到挡轮轴承座上时,组装方法欠妥,造成轴承装配不到位,维修人员不得已对挡轮轴承座进行加热,并用500t液压千斤顶将轴承组顶装到位,整个挡轮部件维修用时7d,但运行不到4个月挡轮部件再次发生故障时,和维修人员讨论、研究挡轮轴承拆卸、安装方案,用3d的时间就将挡轮部件维修好,已正常运行2年。现将该轴承拆装方案及步骤介绍如下。
二、挡轮轴承的结构及拆卸
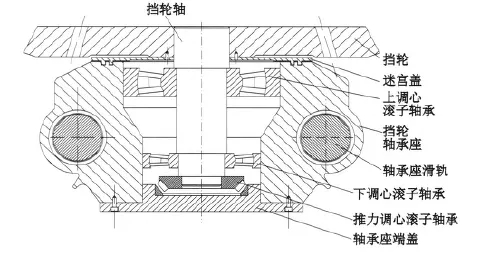
1)挡轮部件结构见图1。
图1 挡轮部件结构示意
2)挡轮轴承组装配结构为两个调心滚子轴承加一个推力调心滚子轴承串装在挡轮轴上。经查阅图纸,挡轮和挡轮轴的配合属大过盈配合(K7/u6),现场拆卸困难。上、下调心滚子轴承的外圈与挡轮轴承座配合属过渡配合(H7/h6)。
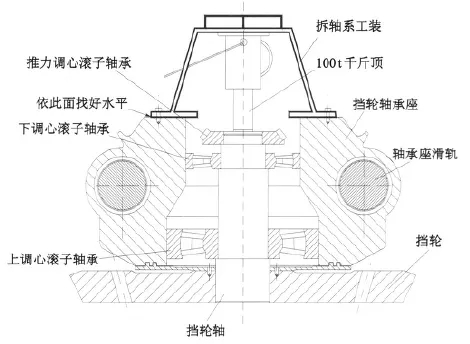
3)轴承拆卸见图2。
图2 轴承倒置拆卸示意
采取倒置拆卸法:将挡轮部件反向放置在平整的地面上,拆掉轴承座端盖,按图2找好水平,水平误差<2mm;现场制作一个拆轴系工装,拆卸挡轮轴系。按图2布置100t千斤顶顶出挡轮轴承座,在挡轮轴承座与轴系脱离的过程中,配备一台小型吊车牵引轴承座向上,操作千斤顶,将挡轮轴承座与挡轮轴系分离。挡轮轴承座与挡轮轴系分离后,用常规办法将3个轴承拆下,检查挡轮轴轴承装配位置。
三、轴承与挡轮的安装
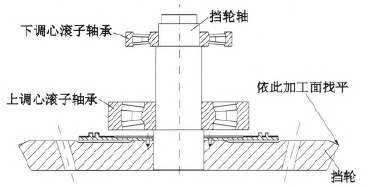
1)调心滚子轴承与挡轮轴组装见图3。
图3 轴承与挡轮轴组装
将挡轮轴带挡轮放在地面上,按图3找好水平,要求圆周四个方向水平误差<1mm;采用油加热法将两个调心滚子轴承套装到挡轮轴上,图1中所示的推力调心滚子轴承暂时不组装。
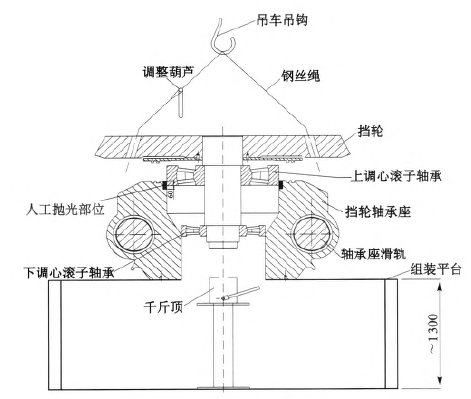
2)挡轮轴系与挡轮轴承座组装见图4。具体安装过程如下。
图4 挡轮轴系与轴承座组装
制作组装平台。组装平台下部空间离地高度约为1.3m,组装平台下部四周要有空间便于装配人员操作。
对挡轮轴承座上部按图4所示的一小段位置用电动抛光机进行圆周抛光(长约60mm,轴承座该部位内径增加0.10~0.15mm),其他轴承外圈装配位置用细砂布打磨光滑,处理好后,在轴承座内壁上涂抹一层薄的黄油;并将挡轮轴承座水平放在组装平台上,轴承座水平误差<1mm。
在挡轮上采用四点吊法,按图4所示调整挡轮、上调心滚子轴承外圈、下调心滚子轴承外圈为水平状态,水平误差<1mm。
用吊车吊好挡轮轴系插入挡轮轴承座内,用图4中所示千斤顶配合控制挡轮轴系在挡轮轴承座内下降速度:千斤顶每下降3~5mm,停止下降;然后吊车吊钩也跟随下降3~5 mm。在下降过程中,装配人员要仔细检查下调心轴承外圈是否出现歪斜,如发现轴承外圈歪斜应及时纠正。重复操作,直到挡轮轴系在自重的作用下停止下降为止。然后在组装平台上临时制作一个压装支架,用100 t千斤顶往下压挡轮,将轴承组装配到位。
3)推力调心滚子轴承的组装
轴系上两个调心滚子轴承在轴承座上全部到位后,将挡轮部件按图2翻转过来,将推力调心滚子轴承内圈组装到挡轮轴上,然后将推力调心滚子轴承外圈连同轴承座端盖一并安装到轴承座上,整个挡轮部件轴承的拆卸、安装工作结束。
四、结束语
挡轮部件是保证回转窑正常运行的关键部件,如果挡轮轴承保养或出现故障都要返厂维修,一次的往返运费就需要2.2万元,厂家维修人工费需3.5万元,维修费用合计需5.7万元(不含购买轴承费用),维修工期加上途中往返时间一般需要6~8d;而在现场更换轴承,一般只需要2~3d就可以完成。掌握正确更换挡轮部件轴承的方法,对保证水泥生产线正常运行、降低设备维修成本都有积极的意义。
来源:《水泥》2017年08期
 0570-5158291
0570-5158291